
注塑机导轨总坏、越修越糟?先找对病因,再动手修!
同样工况、同款润滑油,有的注塑机导轨能用5年,有的不到1年就腐蚀磨损、故障频发。很多人一看到导轨出问题就急着修,却忽略了:表面是导轨故障,根源藏在细节里。

今天不讲虚的,只讲现场真实经验——先精准诊断,再科学修复,少走弯路、少花冤枉钱。

1. 导轨损坏的4个核心原因
现场绝大多数导轨问题,不是单一原因造成,而是多因素叠加、互相加重。
润滑系统出问题
最隐蔽的"隐形杀手":润滑油是导轨的保护层,一旦被污染就会失效:
水分侵入、固体颗粒混入,导致油品变质;
- 润滑、防锈能力骤降,直接引发导轨腐蚀;
加速钢带磨损,等看到明显锈蚀、划痕时,损伤已很严重。

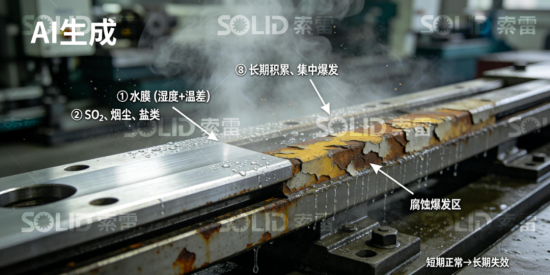
车间环境
慢慢腐蚀的"温水煮青蛙":注塑车间环境,是导轨腐蚀的主要诱因:
湿度大、温差大,导轨表面易形成水膜,加速金属锈蚀;
空气中二氧化硫、烟尘、吸湿性盐类,会快速加剧腐蚀;
短期看不出异常,长期积累后问题集中爆发。
原电池反应
冷却水与润滑油形成的混合物存在于导轨与钢带夹层;
动模运行产生原电池反应,形成腐蚀。

前期修复不当
越修越坏的"后遗症"
这是最容易被忽视的关键:选错材料、用错工艺,等于埋下二次损坏隐患;
比如用普通胶类修复导轨,不耐腐蚀、不抗磨损,用不了多久就脱落、空缺,根本撑不住设备运行,反而让损伤更严重。
2. 真实案例

索雷工业与该企业长期以来在注塑机导轨修复项目上保持合作,企业对我们的碳纳米聚合物材料技术给予了充分认可与信任。针对本次KM3200T注塑机导轨的修复,企业再次优先选择与我司合作。
钢带长度:5750mm×300mm;
磨损腐蚀:1.0mm。

我们没有直接动工,先做系统诊断:

修复关键步骤:
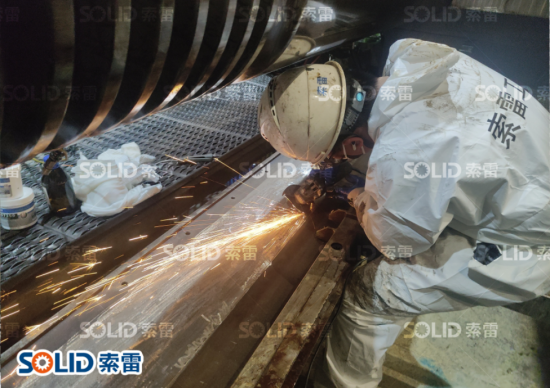
① 表面清理:除油污、烤油去深层杂质;
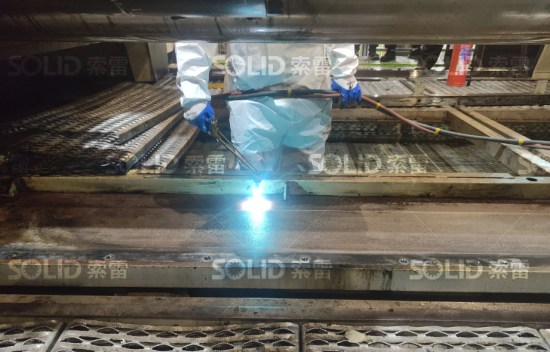
② 表面处理:清理氧化层、喷砂清洗等;
③ 材料涂抹:调和材料后沿基准反复刮研成型;
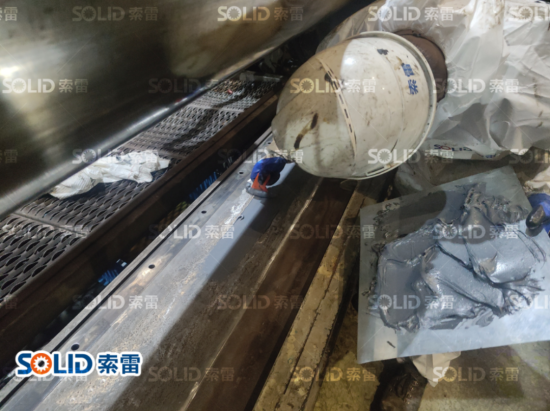

④ 测量平整度:固化后测量、找平;

⑤ 修复后表面效果;

⑥ 钢带回装:安装新钢带;
✅ 最终设备一次开机成功,稳定运行。
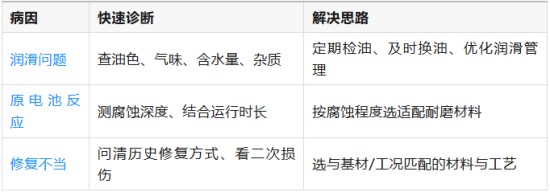
3. 对症下药:病因各异,思路有别
导轨维修,最怕"头痛医头、脚痛医脚",按病因处理才高效:
4. 选修复方案:捉住4个关键点
能否现场在线修,不用大拆大卸;
是否冷施工,不损伤设备本体、无热应力;
修复后耐磨、耐腐蚀是否达标;
周期、成本是否合理。
碳纳米聚合物材料之所以被广泛用于导轨修复,就是因为满足在线冷修、耐磨耐腐、工期短、成本可控的现场需求。

注塑机导轨维修,先诊断、后施工才是正确逻辑。盲目动手、选错材料,只会让问题反复、越修越坏;找准根源、对症处理,才能一次修好、长期稳定。需要注塑机导轨或其他工业设备故障诊断、修复方案?索雷将为您提供免费技术咨询、定制修复方案,用硬核技术为企业生产保驾护航,实现合作共赢!



